Production of inside and outside rubber-lined hoses
Rubber lining inside and outside rubber-lined hoses
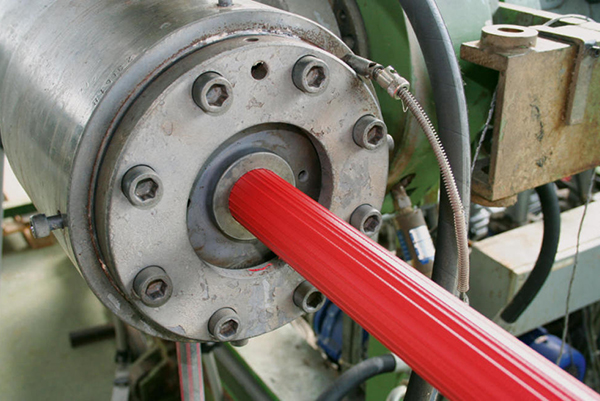

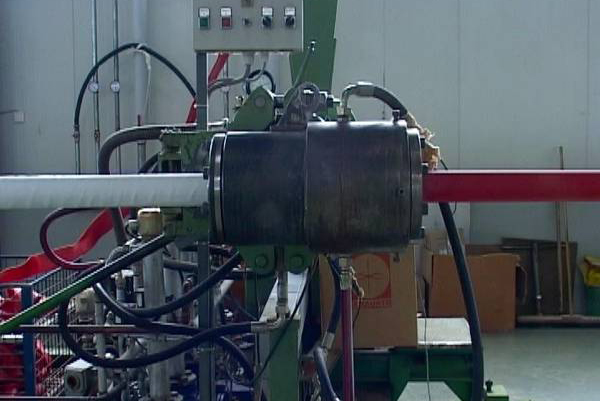




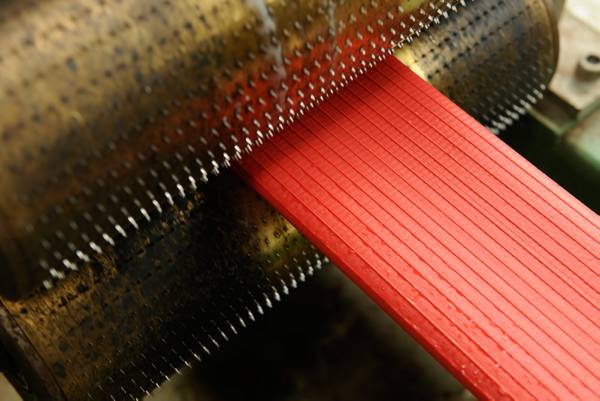




A stock of textile which is stored on a guide tube in front of the extruder makes sure that a permanent supply is guaranteed. The characteristics of the textiles, temperature, speed and pressure have to be tuned precisely to make sure that the elastomer can both permeate the textile hose and that an outer layer with constant thickness can be applied on the hose. Therefore, the textile hose has to be transported at a permanent speed of about 240 m/h and at 120℃ [248℉]. Now the hose has an inside and outsider rubber lining and gets vulcanized in one of the two heating tables, which both are 120m long and next to each other.
These heating tables close themselves with an electrical device and are able to process up to eight hose-blanks lying parallel at once. So, nearly one kilometer of rubber hose can be manufactured. An employee connects the hoses on both ends to the table. From one side, the hoses are filled gradually up to 5bar [72psi] with about 150℃ [302℉] hot steam. When the lid is closed it takes about 2-2,5 hours based on the dimension of the hose until the vulcanization is finished. The use of two identical heating tables guarantees an interruption-free process from coating to vulcanization. At the end, the lid is opened and an employee cuts the hoses at length as it is documented in the manufacturing order.